Ziehen
[996] Ziehen, in der Metallbearbeitung eine Reihe von Verfahren, bei denen das Material durch Matrizen hindurchgezogen wird.
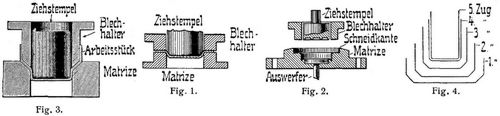
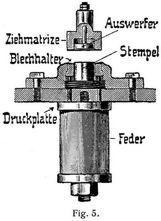
a) Ziehen von Blechen zwecks Herstellung von Hohlkörpern. Als Werkzeuge dienen hierfür zunächst Ziehstempel und Matrize. Da indessen bei größerer Tiefe des Hohlkörpers beim Ziehen Falten am Rande der Blechscheibe auftreten und diese sich zwischen den Stempel und die Matrize einklemmen, so daß das Blech zerreißen würde, so ist es für tiefere Gegenstände notwendig, die Faltenbildung durch Auflegen eines Blechhalters (Fig. 1) während des Ziehens zu verhindern. Dieser Blechhalter kann (Fig. 2) gleichzeitig in Verbindung mit der Ziehmatrize als Schnittwerkzeug zum Ausschneiden der zu ziehenden Blechscheiben ausgebildet werden; ferner können die Unterseite des Ziehstempels und die Matrize bezw. der Auswerfer mit Verzierungen (s. Fig. 2) versehen werden, um eine Hohlprägung des Bodens der Arbeitsstücke vorzunehmen. Um längere Hohlkörper von kleinerem Durchmesser aus kürzeren von größerem Durchmesser herzustellen (Weiterziehen oder -schlagen) verwendet man die in Fig. 3 dargestellten Ziehwerkzeuge, wobei das Verfahren den Verhältnissen entsprechend mehrmals wiederholt werden muß (Fig. 4), um von der Blechscheibe unter Herstellung von Zwischenstufen zu dem Endprodukt zu gelangen. Da durch das Ziehen das Blech hart und spröde wird und sich nicht mehr ziehen läßt, so muß es ausgeglüht werden, um ihm wieder die nötige Geschmeidigkeit zu geben. Das Ziehen erfolgt mit Hilfe von Pressen. Sie sind entweder einfach wirkende, d.h. mit nur einem Schlitten (Stößel) arbeitende oder doppelt wirkende (s. unten). Um auf ersteren einen Blechhalter anwenden zu können, benutzt man Werkzeuge mit Federvorrichtung (Gummizylinder oder Stahlfeder), Fig. 5; der als Ring ausgebildete Blechhalter stützt sich durch eine Anzahl Druckstäbe auf eine gegen die Feder sich legende Druckplatte. Der Ziehstempel ist in den das Schnittwerkzeug bildenden Führungsring für den Blechhalterring eingeschraubt. Die Ziehmatrize, welche ebenfalls eine Schneidkante besitzt und einen Auswerfer trägt, ist am Schlitten der Presse befestigt und vollführt also die Bewegung. Das Arbeitsstück wird in die Ziehmatrize mit dem Boden nach oben hineingezogen, wobei der unter Federdruck stehende Blechhalterring nach abwärts gedrückt wird. – Die einfach wirkenden Pressen sind gewöhnlich entweder Kurbel- oder Exzenterpressen (s. Pressen). Die doppelt wirkenden Ziehpressen besitzen Einrichtungen zur selbständigen Bewegung des Blechhalters, die bisweilen (seiten) von dem Hauptschlitten der Presse aus mit Hilfe von Leitkurven erfolgt. Da die beiden notwendigen Bewegungen (1. Annäherung von Blechhalter und Ziehmatrize und 2. eigentliche Ziehbewegung) je auf zwei Werkzeuge verteilt werden können, so können vier Kombinationen von Pressen gebildet werden. Die verschiedenen Ziehpressen unterscheiden sich weiterhin durch den Antrieb (Exzenter-, Kurbel- oder hydraulische Pressen), ferner durch die Form des Gestells, durch die Lage des Gestells (senkrecht, schräg oder wagerecht), ferner durch selbsttätige Zuführvorrichtungen (Walzen oder Revolver u.s.w.) voneinander; ferner dadurch, ob die Bewegung des Blechhalters durch unrunde Scheiben unter direkter Einwirkung auf seinen Schlitten oder durch Einschaltung eines Kniegelenks erfolgt. Die letztere Anordnung wird gewählt, um eine Rückwirkung des Blechhalterdrucks auf die unrunden Scheiben und eine Abnutzung dieser und der auf ihr laufenden Rolle zu vermeiden. Ueber die verschiedenen Ausführungen von Ziehpressen s. [1]–[8]. Ueber den Vorgang beim Ziehen der Bleche und über das Kalibrieren der Werkzeuge s. [6], [8].[996]
b) Ziehen von Blechstreifen zwecks Herstellung von Profilierungsleisten für Gesimse. Der Blechstreifen wird zwischen zwei Matrizen, von denen die eine verschiebbar ist, hindurchgezogen. Der Blechstreifen wird von einer Zange erfaßt, die mit einer Zahnstange verbunden ist.
c) Ziehen von Stangen, Stäben, Wellen u.s.w. Der Zweck besteht teils darin, die Stange mit einer blanken Oberfläche zu versehen, ohne sie durch Spanabnahme bearbeiten zu müssen oder Stäbe von solchem Profil herzustellen, die durch Walzen nicht hergestellt werden können oder durch irgend ein Verfahren hergestellte Stäbe auf genaue Abmessungen zu bringen. Beispiele hierfür sind gezogene Wellen für Transmissionen, Spindeln, Zierleisten u.s.w. Bei komplizierten Profilen ist es in der Regel notwendig, durch Anwendung feststehender Hobelmesser zunächst durch Materialwegnahme das gewünschte Profil annähernd vorzubilden und dann durch eine oder mehrere Züge das Profil vollends auszubilden. Als Werkzeug ist ein auf einer Schleppzangenziehbank befindliches Zieheisen erforderlich, durch das die Metallstangen hindurchgezogen werden; diese werden von einer auf einem kleinen Wagen sitzenden Zange erfaßt; die Bewegung des Wagens erfolgt entweder durch Kupplung der Zange mit einer endlosen Gallschen Kette (vgl. Bd. 3, S. 24, Fig. 14) oder hydraulisch.
d) Ziehen von Röhren, Geschossen, Patronenhülsen u.s.w. Während es sich bei dem Ziehen von Blechen (s. oben) zwecks Herstellung von Hohlbehältern nicht um eine Veränderung der Blechdicke handelt, findet hier eine Veränderung der Dicke der Wand des zu einem Rohr u.s.w. umzuwandelnden rohrförmigen Gebildes statt. Das Material wird also in der Längsrichtung verdrängt. Als Werkzeuge dienen Ziehringe (Matrizen) und Dorne. Man kann zwei verschiedene Verfahren unterscheiden: 1. Ziehen mit dem Dorn: Der zu ziehende, am einen Ende geschlossene Hohlkörper (Napf) wird auf eine Dornstange gefleckt und durch Druck auf das freie Ende der Dornstange durch den Ziehring hindurchgedrückt; vgl. z.B. Rohrherstellung. Die hierfür verwendeten Maschinen sind für kleinere Hübe Kurbelpressen, für größere Hübe dagegen Schraubenspindelpressen (stehender oder liegender Anordnung) oder hydraulische Pressen. 2. Ziehen über den Dorn: Das Rohr wird zwischen einen Ziehring und einen an einer Dornstange befestigten feststehenden Dorn hindurchgezogen. Das Ziehen erfolgt entweder auf Schleppzangenziehbänken oder auf Schraubenspindelziehbänken. – Ueber Ziehen von Röhren bei der Herstellung geschweißter Röhren s. Rohrherstellung.
e) Ziehen von Draht s. Drahtfabrikation.
Literatur: [1] Smith-Kannegießer, Das Pressen, Stanzen und Prägen der Metalle, Leipzig 1903. – [2] Woodworth, J.V., Punches, Dies and Tools, New York 1907. – [3] Ders., Dies their construction and use, New York 1903. – [4] Weisbach-Herrmann, Lehrbuch der Ing.- u. Masch.-Mechanik, Bd. 3, 3. Abt., 2. Hälfte, 2. Aufl., Braunschweig 1901. – [5] Cordon, C., Procédés de forgeage dans l'industrie, Paris 1897. – [6] Dinglers Polyt. Journ. (Musiol, Das Ziehen auf Ziehpressen in Theorie und Praxis), Bd. 315, S. 428, 442. – [7] Zeitschr. d. Ver. deutsch. Ing. 1902, S. 1508 (Ziehpressen). – [8] »Stahl und Eisen« 1907, S. 477 (Musiol, Die Kalibrierung der Ziehpressenwerkzeuge); ebend. 1906, S. 329 (Fortschritte im Ziehpressenbau).
Buchempfehlung
Aischylos
Die Orestie. Agamemnon / Die Grabspenderinnen / Die Eumeniden

Der aus Troja zurückgekehrte Agamemnon wird ermordet. Seine Gattin hat ihn mit seinem Vetter betrogen. Orestes, Sohn des Agamemnon, nimmt blutige Rache an den Mördern seines Vaters. Die Orestie, die Aischylos kurz vor seinem Tod abschloss, ist die einzige vollständig erhaltene Tragödientrilogie und damit einzigartiger Beleg übergreifender dramaturgischer Einheit im griechischen Drama.
114 Seiten, 4.30 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Große Erzählungen der Hochromantik

Zwischen 1804 und 1815 ist Heidelberg das intellektuelle Zentrum einer Bewegung, die sich von dort aus in der Welt verbreitet. Individuelles Erleben von Idylle und Harmonie, die Innerlichkeit der Seele sind die zentralen Themen der Hochromantik als Gegenbewegung zur von der Antike inspirierten Klassik und der vernunftgetriebenen Aufklärung. Acht der ganz großen Erzählungen der Hochromantik hat Michael Holzinger für diese Leseausgabe zusammengestellt.
- Adelbert von Chamisso Adelberts Fabel
- Jean Paul Des Feldpredigers Schmelzle Reise nach Flätz
- Clemens Brentano Aus der Chronika eines fahrenden Schülers
- Friedrich de la Motte Fouqué Undine
- Ludwig Achim von Arnim Isabella von Ägypten
- Adelbert von Chamisso Peter Schlemihls wundersame Geschichte
- E. T. A. Hoffmann Der Sandmann
- E. T. A. Hoffmann Der goldne Topf
390 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum