Weberei [1]
[876] Weberei, die Herstellung der Gewebe (Zeuge, Stoffe).
Gewebe ist ein flächenartiges Fadengebilde, bei welchem sich zwei Fadengruppen (Kette und Schuß) unter gegenseitiger gesetzmäßiger Schränkung derart kreuzen, daß die eine Fadengruppe (die Kette, Zettel, Werft, Aufzug, Schweif, chaîne, warp) nur längs durch das ganze Gebilde hindurchgeht, während die andre Fadengruppe (der Schuß, Einschuß, Eintrag, Einschlag, trame, weft) in der Querrichtung läuft. Für das Weben werden die Kettenfäden aus der Gewebeebene ausgelenkt, und in das so gebildete Fach wird der Schußfaden über die ganze Gewebebreite auf einmal eingetragen.
Es können bei den Geweben ein oder mehrere Kettenfadensysteme vorhanden sein (Doppelgewebe, Gaze, Samt, aufgeschweifte Muster) und auch ein oder mehrere Schußfadensysteme (Doppelgewebe, Manchester, Schußflorteppiche, broschierte Stoffe, Gobelins). Die Kettenfäden können vollständig parallel durch das Stück hindurchlaufen, das Gewebe also immer vollständig von gleicher Breite sein, oder die Kettenfäden können ausgewellt sein, so daß die Gewebebreite sich ändert, oder die Kette kann nach Kreisbogen gekrümmt in dem Gewebe verlaufen (kreisförmige Gurte, [1]). – Die Schußfäden kreuzen in der Regel die Kette rechtwinklig, laufen also in der Regel geradlinig rechtwinklig zu den Gewebefahlleisten (Kante, Leiste, Egge, Sahlband, Ende, lisière, selvage), doch sind auch Gewebe mit schräglaufenden Schußfäden ausgeführt worden; der Schußfaden kann ferner durch ein wellenförmig gestaltetes Blatt in geschlängelter Form angeschlagen werden, wobei wieder die Tiefe der Wellen sich ändern kann (Ondulé-Gewebe); endlich kann auch der Schußfaden für einzelne Eintragungen nicht über die ganze Breite gebunden sein (Gewebe mit verlorenen Schüssen); zu alledem kann die Schußdichte veränderlich gemacht werden. – Schlauchförmige Gewebe können entweder auf einem gewöhnlichen Webstuhl oder auf einem Rundstuhl (s. weiter unten) hergestellt werden.
Die Kette sowohl als der Schuß verlangen vor dem Verweben verschiedene Vorbereitungsarbeiten; für beide das Spulen, für die Kette außerdem das Scheren, das Schlichten oder Leimen und das Aufbäumen.
Das Spulen geschieht in kleineren Betrieben auf dem bekannten Spulrad; regelmäßiger und schneller geschieht die Arbeit auf der Spulmaschine (Treibmaschine), welche eine Anzahl Spulen gleichzeitig bewickelt, und deren Einrichtung in Nebenumständen mannigfach abgeändert werden kann [2]. – Im allgemeinen sind zwei Hauptgattungen zu unterscheiden. Entweder kann das Aufwickeln auf die Spulen so geschehen, daß die Spulen mit sich gleichbleibender Umdrehungszahl getrieben werden (unveränderliche Wickelgeschwindigkeit), oder so, daß die Spulen mit ihrer Fadenmantelfläche auf einer Reibungsrolle liegen und somit mit unveränderlicher Umfangs- oder Wickelgeschwindigkeit angetrieben werden. Weiter können die Fadenwindungen wieder ganz nahe aneinander liegen, so daß die Enden durch Scheiben zu stützen sind, oder es können die Fadenwindungen in sehr steilen, an den Enden rasch umkehrenden Schraubengängen liegen, so daß die Endflächen sich in sich selbst halten (Kreuzspulmaschinen) [3]. – Die Einrichtungen sind außerdem verschieden, je nachdem sogenannte Laufspulen oder Schleifspulen gebildet werden sollen. Bei den ersteren erfolgt das Abziehen des Fadens etwa senkrecht zur Spulenachse, und dieselben laufen dabei um, bei letzterem ist der Faden in kegelförmigen Trichtern gewunden und der Abzug erfolgt in der Richtung der Achse (Trichterspulmaschinen u.s.w.) [2].
Das auf das Spulen folgende Scheren bezweckt, die Fäden von den Spulen zu sammeln und in gleicher Länge parallel nebeneinander liegend auf eine Walze, den Scherbaum, zu bringen. Zu dieser Arbeit benutzt man für die Handweberei einen großen, aufrecht stehenden oder liegenden Haspel, den Scherrahmen, Schweifrahmen, welcher von Hand gedreht wird. Für die mechanische Weberei verwendet man eine Schermaschine, auch Kettenschermaschine oder Zettelmaschine genannt. Man unterscheidet zwei Hauptsysteme der Schermaschinen: das englische und das sächsische (oder Schönherrsche) System. Bei ersterem schert man einen Teil der zur Webekette gehörigen Fäden auf die volle Webebaumbreite, bei letzterem immer nur auf einen Teil der Baumbreite, jedoch gleich in der richtigen Webekettendichte; die Stützung der seitlichen Spulenränder erfolgt nach der freien Seite durch leicht auswechselbare Drähte oder Bleche. Als besondere Abart, welche zwischen beiden angegebenen Maschinengattungen steht, ist in neuerer: Zeit die Teil- oder Sektionsschermaschine sehr in Aufnahme gekommen [4]. Konusscher- und Bäummaschine vgl. [5]. – Besondere Vorteile hat dieses Teilscheren bei gemusterten Ketten. Da sich das Muster in der [876] Breite mehrere Male wiederholt, so braucht das Spulengestell nur einmal dafür eingerichtet zu werden, während bei dem Vorgange der englischen Maschine eine Anzahl Spulengestelle nötig sind. Zur Umgehung des Aufspulens sind in neuester Zeit von W. Schlafhorst & Co. in M.-Gladbach auch Schermaschinen ausgeführt worden, welche unmittelbar von den Kötzern scheren; es erfordert das eine besondere Ausbildung der Fadenspann- und Wächtervorrichtungen.
Die gescherte Kette wird ferner geleimt (bei tierischen Rohstoffen) oder geschlichtet (bei vegetabilischen Ketten). Darunter versteht man das Durchtränken des Fadens mit dünnflüssigem Klebmittel (Leim oder Kleister, Mehl-, Dextrin-, Moosschlichte), das nach dem Erhärten den Fäden die erforderliche Widerstandsfähigkeit gegen Abnutzung verleiht.
Nach dem Leimen bezw. Schlichten wird die Kette getrocknet und dann aufgebäumt, d.h. fest und gleichmäßig auf die hierfür bestimmte Walze des Webstuhls, den Kettenbaum, aufgewickelt. Für die mechanische Weberei kommen hierbei Maschinen zur Verwendung, welche das Schlichten, Trocknen und Aufbäumen in einem Durchgange der Fäden besorgen (Schlichtmaschinen). – Bei der schottischen Schlichtmaschine wird das Garn in zwei Partien vorgelegt, und ist deren Anordnung symmetrisch; die Schlichte wird auf die Fäden aufgetragen und durch hin und her gehende Bürsten glatt gestrichen (dressing). – Bei der Sizingmaschine werden nur rotierende Walzenbürsten verwendet. Die ganze Kette wird meist auf einmal geschlichtet, weshalb diese Maschinen gewöhnlich einseitig gebaut sind. Das Trocknen erfolgt durch mit Dampf geheizte Trommeln (Zylindersizingmaschine) oder durch mit Dampfröhren erwärmte Luft (Lufttrockensizingmaschine). Bei der Strangschlichtmaschine kommt die meist wie bei der Handweberei gescherte Kette in Strangform zum Schlichten. Dieses Verfahren wird besonders bei zum Versand bestimmten Ketten angewendet, die dann in Knäuelform verschickt werden [6]. Der Einschuß von Woll-, Baumwoll- oder Leinengarn wird oft feucht verwebt; dazu werden die Schußspulen auf verschiedene Weise angefeuchtet (Humecteur).
Nach der Art des Webverfahrens unterscheidet man glatte, geköperte, atlasbindige, gemusterte, samtartige und gazeartige Gewebe (Bindungslehre) [7]. Bei dem glatten, schlichten oder leinwandbindigen Gewebe läuft jeder Schußfaden abwechselnd über und unter einem Kettenfaden und dann wieder ein Kettenfaden über einem Schußfaden u.s.w.
Das geköperte Gewebe zeigt meist auf jeder Seite eine ungleiche Verteilung von Schuß- und Kettenfadenmaterial, indem jeder Schußfaden die zu einem Rapport gehörigen Kettenfäden in zwei verschieden große Gruppen teilt, unter regelmäßiger Verletzung der Teilstelle um ein Kettenfadenintervall, so daß immer schräggestreifte Musterungen entstehen. Je nachdem der Schußfaden über je zwei, drei oder mehr Kettenfäden hinweggeht, ehe er wieder durch einen solchen gebunden wird, unterscheidet man drei-, vier- und mehrbindigen, -fädigen oder -teiligen Köper; ist die Verteilung von Schuß und Kette auf beiden Seiten gleich, so spricht man den Köper als beidrechten oder zweiseitigen Köper an. Als besondere Abart des Köpers kann der Atlas aufgefaßt werden, bei welchem das eine Material möglichst auf der Schauseite frei (flott) liegt und die Bindungspunkte durch das andre möglichst versteckt sind.
Die gemusterten, fassonierten, dessinierten oder figurierten Stoffe (Bildgewebe oder Jacquardgewebe) bilden durch die Verschränkung der Ketten- und Schußfäden nach genau vorgeschriebener Art und Reihenfolge eine Zeichnung mit oder ohne Farbenverschiedenheit, deren Grund leinwandartig, atlasartig oder geköpert ist.
Samtartige Stoffe werden dadurch erzeugt, daß auf einem leinwandartigen oder geköperten Gewebe, dem Boden, eine pelzähnliche Decke hergestellt wird, deren seine, gleichlange Fäden (Flor oder Pol) aufrecht stehen oder bei besonderer Länge nach dem Strich niedergelegt werden. Bei Baumwollsamt, Manchester oder Velvet wird der Flor durch den Schußfaden hervorgebracht, welcher die Kettenfäden zum Teil zu einem festen, nur an der Rückseite sichtbaren Grundgewebe verbindet und zum Teil derartig durch die Kette läuft, daß er mindestens um drei Viertel seiner Länge auf der rechten Seite des Stoffes frei (flott) liegt, so daß er lauter parallele enge Schläuche (begrenzt von der Oberseite des Grundgewebes und dem ungebundenen Teil des Schusses) bildet. Diese Schläuche werden nach dem Weben aufgeschnitten, die Fadenendchen aufgebürstet, abgesengt und zu gleicher Länge abgeschert. Beim echten Samt wird der Flor durch eine zweite Kette, die Polkette, hervorgebracht, welche auf dem Webstuhl oberhalb der Grundkette aufgespannt ist. Die Polkette erzeugt kleine Maschen, indem in jedes von derselben gebildete Fach eine Nadel eingeschoben wird; diese Maschen werden dann oben aufgeschnitten und durch Bürsten und Scheren in den dichten Flor verwandelt. Bei den gazeartigen Geweben legen sich je zwei benachbarte Kettenfäden um den Schußfaden und halten letzteren durch eine halbe oder ganze Verzwirnung fest, so daß der eine Kettenfaden über sämtlichen, der andre unter sämtlichen Schußfäden liegt.
Die Herstellung der Gewebe erfolgt auf dem Webstuhl. Man hat Webstühle für Hand- und Fußbetrieb (Handwebstühle, Handstühle) und solche, die durch Elementarkraft getrieben werden (mechanische Webstühle oder Kraftstühle). Webstühle für Antrieb durch Hand oder Fuß, bei welchen die Menschenkraft nur an einer Kurbel oder Griffstange oder an einem einzigen Fußtritt tätig ist und alle übrigen Bewegungen von dem Getriebe selbst ausgeführt werden, bezeichnet man als mechanische Handwebstühle, halbmechanische Webstühle oder Dandy-looms.
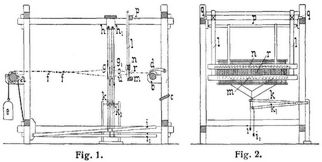
Einen Handwebstuhl, vorgerichtet für leinwandbindiges Gewebe, zeigen Fig. 1 und 2. Derselbe besteht aus den durch Längs- und Querriegel miteinander verbundenen senkrechten Stuhlsäulen, die das Webstuhlgestell bilden, und den zur Herstellung des Gewebes erforderlichen Mechanismen und Hilfsvorrichtungen. Es sind dies die am Balken bei q beweglich aufgehängte Lade l, die über Rollen h laufenden, miteinander durch Schnüre verbundenen Schäfte g, welche von unten durch die Trittschemel i auf und ab gezogen werden, während das fertige Gewebe auf den vorn liegenden Zeugbaum b gewickelt wird. Der Schußfaden ist auf die Spule des[877] Webschützen gewickelt, der auf der Lade hin und her bewegt wird, während die breit ausgespannte Kette auf dem hinteren Teil des Gestells vom Kettenbaum a abgezogen wird, wobei die Bremsvorrichtung e für die nötige Spannung Sorge trägt.
Schützen oder Schiffchen nennt man hölzerne oder metallene kahnförmige Behälter, welche die Schußspule aufzunehmen bestimmt sind; sie werden entweder von Hand geworfen (Handschützen) oder durch Antrieb eines verschiebbaren Klötzchens (Pickers, Treibers) geschnellt (Schnellschützen). Schnellschützen werden vielfach auf kleinen Rädern laufend verwendet, deren Achsen nach hinten divergieren, so daß ein sicheres Anlegen an das Blatt r erzielt wird. Die Schäfte (Flügel, Kämme) sind, wie Fig. 2 zeigt, je zwei Leisten welche miteinander durch eine Anzahl Litzen (Helfen) verbunden sind; diese besitzen in der Mitte zwischen den Leisten je ein Oehr (Zeugringel, Auge, Maillon), durch welches ein Kettenfaden gezogen wird. Die Oehre können aus Zwirn, auch aus Glas oder Metall hergestellt werden. Sämtliche Kettenfäden sind auf zwei, drei oder mehr Schäfte verteilt; durch Heben einiger Schäfte und Senken der übrigen wird das Fach oder der Sprung gebildet, durch welches der Schütze geschnellt wird, wobei der obere Teil als Oberfach o, der untere als Unterfach u angesprochen wird. Zur besseren Führung der Schäfte wird vielfach ein besonderes Hebelsystem (Kontermarsch, [8]) angewendet. Die Schäfte zusammengenommen nebst der Vorrichtung zu ihrer Aufhängung im Stuhl bilden das Geschirr, Werk oder Zeug, den Kamm, die Remise. – Das bei r befindliche Blatt (Kamm, Rietblatt, Rietkamm, Riet), welches eine Menge seiner Sprossen aus Stahl, Messing oder Rohr trägt, dient zum Auseinanderhalten der zwischen den Rohren hindurchgezogenen Kettenfäden in gleichmäßiger Breite sowie zum jedesmaligen Heranschieben des durchgeschossenen Schußfadens gegen das fertige Gewebe. – Zur Einhaltung einer gleichmäßigen Breite und zum Aufheben des im Gewebe bestehenden Zuges in der Breitenrichtung wird das neu erzeugte Gewebe durch sogenannte Breithalter (Sperrute, Spannstock, Tempel) auseinander gehalten; hierdurch wird auch erreicht, daß die Rohre nicht unausgesetzt an den Kettenfäden scheuern. Durch die mannigfachen Ausbiegungen des Schusses sowohl als der Kette wird sowohl die Kette im Stoffe kürzer erscheinen (Einweben in der Längenrichtung) als auch der Schuß (Einspringen in der Breitenrichtung) [9]. Bezüglich der Vorrichtung des Stuhles mag noch folgendes erwähnt sein. Wenn die Kette aufgebäumt und der Kettenbaum eingelegt ist, so werden zunächst die Fäden einzeln durch die Augen der Schäfte und dann zu 1, 2, 3 oder mehr gemeinschaftlich durch die Oeffnungen des Rietblattes gezogen. Diese Arbeit heißt das Einziehen, Einreihen, Passieren oder Einpassieren; das Einziehen in das Blatt wird insbesondere auch Kammstecken oder Rietstechen genannt. Die hierzu dienenden Werkzeuge sind Einziehhaken, Blattmesser, Rietstecher u.s.w.; andre Werkzeuge sind Weberzange und Weberglas (s.d.). Wenn auf einem Stuhle, von welchem ein fertig gearbeitetes Zeugstück abgenommen ist, ein neues Stück verfertigt werden soll, welches hinsichtlich der Anzahl der Kettenfäden und deren Austeilung in dem Blatte mit dem vorhergehenden übereinstimmt, so erspart man sich das Einziehen, indem man das nicht mehr zu verarbeitende Ende der Kette (Drahm, Trum) hinter den Schäften gerade quer durchschneidet und die Fäden der neuen Kette mit den Fäden des Drahms durch Andrehen-Zusammendrehen zwischen den Fingern; (Maschinen hierzu [10]) verbindet, worauf das Durchziehen (Maschinen hierzu [11]) und Befestigen am Zeugbaum leicht erfolgen kann. Für die Herstellung der Gaze (Dreher-, Kongreßstoffe, Stramin, Cannevas) erfordert der Stuhl besondere Vorrichtungen [12].
Nicht seiten kommt der Fall vor, daß Eintrag von zwei oder mehreren verschiedenen Farben oder Arten erfordert wird; dann gebraucht man für jede Art von Eintragfäden einen besonderen Schützen, und von der Gesamtzahl ist immer nur einer im Gange. Zum Wechseln der Schützen sind hierfür besondere Wechselladen (Doppelladen) in Gebrauch. Bezüglich der baulichen Durchführung unterscheidet man [13]: 1. Die Schützenkästen oder Zellen sind übereinander angeordnet und werden je nach der Anordnung der Ladenwelle von unten (Steiglade) oder von oben (Hebelade) gehoben (Hub- oder Fallkästen). 2. Die Schützenkästen sind nebeneinander und werden wagerecht verschoben (Schiebelade). 3. Die Schützenkästen sind auf einem vollständigen oder einem Ausschnitte eines Zylinders angeordnet (Revolverlade, revolver box, Ueberspringer, Schwinglade, swing box) und werden durch Drehung verstellt. Die Schützenwechselmechanismen bewegen sich meist auf dem Gebiete des Schwinghebels, der durch Exzenter oder Hebel betätigt wird. Das Knowleszahnradgetriebe hat sich hierbei stark eingebürgert; doch sind auch noch andre Konstruktionen, besonders solche mit Rollen und Ketten anzutreffen. Beim Schützenwechsel können auf einer Seite mehrere Schützenkästen sein, während auf der andern sich nur ein einziger Kalten befindet (einseitiger Schützenwechsel) oder es können auf beiden Seiten mehrere Kästen sein (zweiseitiger Schützenwechsel). Hierbei können wieder die beiden Kastenanordnungen untereinander verbunden und abhängig voneinander bewegt werden (zweiseitig beschränkter Schützenwechsel) oder die beiden Kastenanordnungen bewegen sich unabhängig in beliebiger Weise (zweiseitig beliebiger Schützenwechsel). Der Schützenwechsel wird mit zwei bis zu elf Schützen ausgeführt.[878]
Die gemusterten, fassonierten, dessinierten oder figurierten Zeuge, Bildgewebe, sind solche, welche eine Zeichnung (Muster, Dessin) infolge eigentümlicher Verschlingung von Ketten- und Eintragfäden, mit oder ohne Farbenverschiedenheit, darbieten. Der Begriff eines Müllers setzt im allgemeinen eine Verschiedenheit des Ansehens zwischen diesem und den es umgebenden Teilen der Zeugfläche voraus: letztere nennt man den Fond, Grund oder Boden, und das Mutter wird im Gegensatze die Figur genannt. Der Grund ist entweder leinwandartig oder gazeartig, geköpert oder atlasartig und heißt hiernach: Leinwand- (bei Seidenstoffen Taffet-), Gaze-, Köper-, Atlasgrund. Das Muster selbst bietet innerhalb seines Umfanges entweder eine geköperte oder atlasartig gewebte Fläche dar, oder besteht überhaupt aus größtenteils frei (flott) liegenden (Ketten- oder Eintrag-) Fäden, welche nur an verschiedentlich verteilten einzelnen Punkten, durch rechtwinklig darüberlaufende (Eintrag- oder Ketten-) Fäden niedergehalten, befestigt sind. Das Flottliegen (Flotten) begründet ganz besonders das Sichtbarwerden der Zeichnung und deren Glanz. Ein starkes Flottliegen der Fäden heißt Lizeré (Kett- oder Schußlizeré).
Man erzeugt Muster in den Geweben auf folgende Arten: 1. Durch bestimmte regelmäßige, aber auf verschiedenen Teilen der Fläche verschiedene Verschlingung der nämlichen Kette und des nämlichen Eintrags, welche zugleich das Grundgewebe, überhaupt das Zeug bilden, so daß man das Muster nicht wegnehmen könnte, ohne den Zusammenhang des Zeuges aufzuheben (Beispiele: Drell, leinener, wollener und seidener Damast, zahllose Arten von Bändern, Wetten- und Kleiderstoffen u.s.w.). 2. Durch Einweben besonderer, nur zum Muster gehöriger, vom Grundgewebe ganz unabhängiger und oft in mehreren verschiedenen Farben angewendeter Einschlagfäden: broschierte oder überschossene Stoffe; breitüberschossene (lanzierte) Stoffe, wenn der Figurschuß über die ganze Breite geht, schmalüberschossene (broschierte), wenn der Figurschuß innerhalb jeder einzelnen Figur hin und her geht (Broschierlade, Wippchenlade u.s.w.). 3. Durch Anwendung besonderer, ausschließlich für das Muster bestimmter, in das für sich bestehende Grundgewebe eingeschalteter Kettenfäden: aufgelegte oder aufgeschweifte Muster. 4. Durch Hervorbringung gitterartiger Oeffnungen mittels der dem Gazestuhl eigentümlichen Vorrichtung, entweder in Gazegrund selbst oder in Leinwandgrund (durchbrochene Stoffe). 5. Durch regelmäßiges teilweises Zusammenweben zweier aufeinanderliegender Zeuge, wobei die Art des Zusammenwebens das Muster erzeugt; Doppelgewebe (Beispiele: Der Piqué und gewisse Teppiche, s.d.). 6. Durch musterartige Anordnung von senkrecht aus der Gewebeebene hervorragendem Flor (Noppen, Poile), der entweder durch eine besondere Kette oder einen besonderen Schuß gebildet sein kann (Samte, Möbelplüsche, gewisse Teppiche).
Der Ausführung eines Musters auf dem Webstuhle geht die Verfertigung einer auf Papier gemachten Zeichnung desselben voraus. Diese Zeichnung (die Patrone), aus welcher dann der Weber die jeweilige besondere Anordnung des Stuhles ableitet, muß über den Lauf oder die Lage eines jeden Ketten- und Eintragfadens Aufschluß geben und eine genaue vergrößerte Abbildung des gewebten Stoffes darstellen. Zu dem Behufe bedient man sich des Patronenpapiers (Musterpapier, Tupfpapier, Cartarigata), welches mit engstehenden Parallellinien in zwei rechtwinkligen Richtungen bedeckt ist. Auf diesem Papiere werden durch besondere Zeichen (Punkte, Tüpfel, Augen u.s.w.) diejenigen Quadrate herausgehoben, wo das eine Fadensystem oben liegt. Die Zwischenräume des lotrechten Systems gelten nämlich für die Kettenfäden und heißen Korden, die des wagerechten für die Schußfäden und werden Fache, Schußfache oder Latzen genannt. Die in einer Musterbreite vorkommenden Kettenfäden heißen zusammen der Kurs oder Chemin, während die Gesamtheit aller Schußfäden in der Höhe des Musters als Tour oder Marsch bezeichnet wird und die Wiederholung des Musters Rapport heißt.
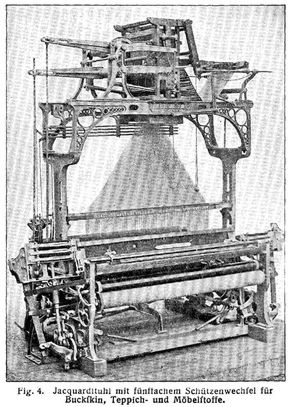
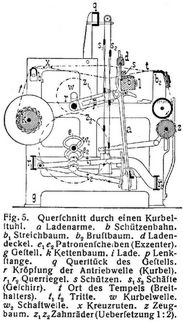
Für nicht ganz einfach gemusterte Gewebe genügt die Musterweberei mit Schäften und Tritten (auch Kammweberei genannt) nicht mehr; man wendet alsdann das nach seinem Erfinder benannte Jacquardgetriebe (auch Jacquardmechanismus oder -maschine genannt) an. Vorläufer des Stuhles mit Jacquardgetriebe sind der Kegel-, Trommel-, Zampel-, Wellenstuhl u.s.w. [14]. Fig. 3 zeigt ein Element eines Jacquardgetriebes. Jeder Kettenfaden k bezw. jede Fadengruppe, welche gemeinsam zu bewegen ist, ist mittels einer Schnur s (Korde) an eine sogenannte Platine p angeschlossen, wird also von dieser gehoben und gesenkt. Die Fäden k selbst sind durch Oesen (Maillons) der sogenannten Harnischschnüre h hindurchgezogen. Jede Platine ist von einer um die Platine herum zur Oese gebogenen Nadel n umfaßt, welche durch die Feder f fortwährend nach rechts gedrückt wird. Wenn auf die Nadel keine äußeren Kräfte einwirken, so verharrt sie (und damit auch die Platine) in der gezeichneten Stellung. Oben trägt die Platine einen Haken, welcher durch das bei jedem Schuß einmal auf und ab bewegte Messer m erfaßt wird, solange die Platine nicht seitlich abgelenkt ist. Solange also keine äußeren Kräfte auf die Nadel einwirken, wird bei jedem Messeraufgang die Platine, welche in den Platinenboden b geführt ist, gehoben und damit der daran befestigte Kettenfaden in das Oberfach gezogen. Wird dagegen die Nadel nach links verschoben, so nimmt die Platine die punktiert gezeichnete Lage ein, der Haken wird außer Bereich des aufsteigenden Messers gebracht und der Faden bleibt im Unterfache sitzen. (Bei doppelt hebenden Jacquardgetrieben wird der ganze Platinenboden b bei jedem Messeraufgange nach unten bewegt und hiernach das Unterfach gebildet.) Die Nadel wird nun dadurch verschoben, daß gegen ihr eines (in der Figur das rechte) Ende hin sich ein Prisma (Zylinder) c in der Richtung der Nadel bewegt. In das Prisma ist für jede Nadel ein Loch gebohrt, so tief, daß durch das Prisma allein überhaupt keine[879] Wirkung auf die Nadel ausgeübt wird. Soll die Nadel verschoben werden, so wird vor das Loch ein Pappblatt oder eine Pappkarte l1 gebracht, welche an der Prismenfläche aufliegt und somit beim Einwärtsschieben des Prismas die Nadel mit vorschiebt. Ist hingegen in der Pappkarte ein Loch, dann findet die Nadel in dem Prismenloche Platz und wird nicht verschoben. Für jeden Schuß muß natürlich der Kettenfaden entsprechend bewegt werden, es muß deshalb vor jedem neuen Schuß eine neue Pappkarte vor die Nadeln geschaltet werden. Dies geschieht nun dadurch, daß durch einen Schaltmechanismus das Prisma um genau ein Viertel gedreht wird und somit die nächste Karte zur Wirkung gelangt. Die Kartenfolge ist aus einzelnen Blättern zusammengesetzt. Für jeden Schuß hat man eine Karte nötig, während man für jeden sich bewegenden Kettenfaden oder für jede sich gemeinschaftlich bewegende Kettenfadengruppe eine Platine mit Nadel nötig hat. Um diese große Anzahl von Nadeln und Platinen in gedrängter und übersichtlicher Form einzubauen, ordnet man eine bestimmte Anzahl Platinen (bis 8, 10, 12) hintereinander und eine noch größere Anzahl (bis zu Hunderten) solcher Reihen nebeneinander an, wie das das Jacquardgetriebe des mechanischen Webstuhles Fig. 4 erkennen läßt. Die Platinen- und Kartenanzahl bestimmt sich nach folgender, aus dem vorher Erläuterten ersichtlichen Regel. So groß wie der sogenannte Rapport in der Kette ist, so viel Nadeln, so viel Platinen muß man benutzen (entspricht den Schäften), während man so viele Pappkarten nötig hat, wie der Rapport im Schusse groß ist (entspricht den Tritten). Um bei symmetrischen Mustern, deren Symmetrieachse in der Richtung des Schusses liegt, nicht die Karten noch einmal in umgekehrter Reihenfolge haben zu müssen, schaltet man von der Symmetrieachse aus das Prisma nach der entgegengesetzten Richtung. In gleicher Weise schaltet man rückwärts, wenn beim Weben der Schußfaden für mehrere Schuß ausgeblieben sein sollte, da andernfalls im Muster ein Fehler entstehen würde. Will man ein andres Muster haben, so genügt das bloße Wechseln der Jacquardpappkarte, wenn die benutzte Platinenzahl dieselbe bleibt. Das Muster wird auf einer Jacquardkartenschlagmaschine [15] (Clavis-, Leviermaschine) ausgeschlagen nach der Patrone, welche der Musterzeichner angefertigt hat. Die der Schußnummer nach geordneten Karten werden zu einer endlosen Kartenkette zusammengenäht (Jacquardkartenbindemaschinen [16]). Die Pappkarten lassen sich auch auf besonderen Maschinen kopieren bezw. vervielfältigen (Jacquardkartenkopiermaschinen). – Die wichtigsten Verbesserungsversuche, die sich auf das Jacquardgetriebe beziehen, bezwecken eine Umgestaltung des Musterkartensystems. Hier ist vor allen Dingen die sogenannte Verdolmaschine [17] zu nennen, die mit einfacher Papierkarte und sehr enger Teilung arbeitet. Die Maschine besteht aus der eigentlichen Jacquardmaschine, der aber ein Vorschaltapparat vorgelagert ist; dieser Vorschaltapparat besorgt erst das Auswählen der eigentlichen Jacquardnadeln, so daß dadurch die Rückwirkung auf das Papierblatt außerordentlich vermindert wird. – Weiter ist neuerdings von Szczepanik ein Verfahren angegeben worden, welches die Photographie nach Art der Rastermethode für die Musterübertragung benutzt (vgl. a. [18]). – Nach Szczepaniks Erfindung wird von der auf die Patrone zu übertragenden Zeichnung ein Positiv oder Negativ angefertigt und dieses auf photographischem Wege auf Patronenpapier kopiert. Hierbei wird zur Erzielung der erforderlichen Bindungsstellen ein Rasternetz vor oder hinter das Positiv oder Negativ und in den Weg der Lichtstrahlen gelegt, welches quadratische Felder mit verschiedener Lichtdurchlässigkeit besitzt. Infolge des Zusammenwirkens der doppelten Felder des Rasters und der Tönung oder Schattierung des Positivs oder Negativs entsteht eine direkt als Patrone benutzbare Kopie, auf welcher je nach der Tönung anders und übereinstimmend mit den für die verschiedenen Tönungen gewählten Bindungen gruppierte Felder sichtbar werden. Szczepanik wies in seiner Patentschrift schon auf die Möglichkeit hin, die Kopie der Zeichnung nicht auf präpariertes Patronenpapier, sondern auf präparierte Metallplatten zu übertragen, welche hierdurch in elektrisch leitende und nichtleitende Felder geteilt würden, um als stromverteilende Mustergeber für elektrische Jacquardmaschinen verwendet zu werden. Diese Verwendungsmöglichkeit ist in neuerer Zeit durch die englische Firma Thomas A.B. Carver für den Bau elektrischer Damastmaschinen benutzt worden [19]. Die Photographie für die Patronierung benutzte auch Borzykowski [20], die Elektrizität für das Kartenschlagen Handwerck [21].[880]
Die Handweberei wird, weil die Kettenfäden durch Tritte gehoben und gesenkt werden, auch Trittweberei oder Fußarbeit genannt, im Gegensatz zur Herstellung gemusterter Stoffe mittels des Jacquardwebstuhls, die Zugarbeit genannt wird. Die Mühe und besondere Aufmerksamkeit, welche das Treten einer größeren Anzahl von Tritten erfordert, haben Veranlassung gegeben zur Konstruktion sogenannter Schaft- oder Trittmaschinen (Ratière, Dobby) [22], d.h. Vorrichtungen, welche, in analoger Art wie das Jacquardgetriebe auf die Harnischschnüre, auf die Schäfte wirken, so daß durch die Bewegung eines einzigen Trittes oder dergl. der Reihe nach die verschiedenen Fachbildungen der Kette hervorgebracht werden. Je nach der Art und Weise der Fachbildung, der Beschaffenheit der Musterkarte u.s.w. lassen sich die Schaftmaschinen verschieden einteilen; doch kann selbstredend ein und dieselbe Schaftmaschine verschiedenen der nachfolgenden Klassen angehören, da die möglichen Kombinationen der einzelnen verschiedenen zur Wirkung kommenden Teile, welche die Einteilung bedingen, sehr mannigfaltig sind. So unterscheidet man
a) Geschlossenfach-, Offenfach- und Halboffenfachschaftmaschinen. Bei den Geschlossenfach- (Schlußfach-, Klappfach-) Schaftmaschinen wird nach jedem Schuß für die Anschlagstellung der Lade das Fach (die Kehle) geschlossen, ein jeder Schaft bewegt sich für jeden Schuß einmal auf und ab. Dies liefert für den Anschlag gleiche Kettenfadenspannung, aber für jeden Schuß wiederholte Inanspruchnahme der Fäden innerhalb großer Grenzen. Bei den Offenfachschaftmaschinen bleiben die Schäfte so lange, als es das Muster erheischt, in ihrer Hoch- oder Tieffachstellung, und werden nur die Schäfte umgetreten, welche den zuletzt eingetragenen Schuß abbinden. Dies ergibt Schonung der Fäden während der Fachbildung, aber beim Anschlagen werden die Kettenfäden sehr verschieden starken Spannungen ausgesetzt. Die Halboffenfachschaftmaschinen schließen vor jedem Schaftwechsel das ganze Fach zu einem Teil, also etwa zur Hälfte, und erst dann werden die nicht umzutretenden Schäfte in ihre vorige Stellung zurück-, die umzutretenden in die neue übergeführt. Nach erfolgtem Schußfadeneintrag wird für den Anschlag wiederum das Halbfach hergestellt. Die Spannungsunterschiede in den Kettenfäden werden im allgemeinen verringert, da die während des nachfolgenden Schaftwechsels im Offenfach verbleibenden Kettenfäden mit den kreuzenden, neues Fach machenden nahezu gleiche Spannung haben. Die letzte Gattung ist daher vielfach für raschgehende Stühle beliebt.
b) Einhub- und Doppelhubschaftmaschinen. Bei den Einhubmaschinen macht jedes für die Bewegung eines Schaftes dienende Messer für jeden Schuß ein volles Spiel, also Hin- und Hergang, bei den Doppelhubmaschinen aber nur einen Hin- oder Hergang, und kommen daher abwechselnd zwei Messer zur Wirkung. Man kann somit die Doppelhubmaschine als Vereinigung zweier Maschinen auffassen, von welchen jede abwechselnd alle zwei Schuß die Schafthebung vermittelt.
c) Aufzugs-, Niederzugs- und Auf- und Niederzugsschaftmaschinen. Die Aufzugs- oder Hochfachmaschinen heben nur, die Schäfte ruhen im Unterfach, und nur die ausgewählten Schäfte werden in das Oberfach gezogen. Die Niederzugsmaschinen bewegen die Schäfte in umgekehrter Weise. Die Auf- und Niederzugs- (oder Hoch- und Tieffach-) Maschinen machen dagegen volles Fach; man nennt sie wohl auch Zentralhubmaschinen, wenn die Schäfte von dem geschlossenen Fach (Klappfach) aus, also von ihrer Mittelstellung aus nach oben und unten hingebracht werden.
d) Die Schaftmaschinen können die Musterungen herbeiführen mit Hilfe von Trommeln (Stift-, Daumen- oder Löchertrommeln) oder von Karten (Holz- oder Metallkarten mit Stiften oder Daumen, Kartenketten mit Rollen aus Gußeisen oder Hartgummi, Metall- oder Pappkarten mit Löchern); s. Damastmaschine, Bd. 2, S. 532.
Abgesehen von den Schaftmaschinen benutzt man zur Bewegung der Schäfte für die Herstellung mehrbindiger und kleingemusterter Gewebe meist entsprechend gestaltete unrunde Scheiben, welche entweder gleichmäßig gedreht oder in bestimmten Absätzen geschaltet werden (Treiber- oder Sternradantrieb) und gegen deren Umfang sich die Tritte mit ihren Trittrollen stützen. Hierbei kann sowohl Kraftschluß (Offenexzenter mit Federn, Gewichten, Flaschenzügen u.s.w. vereinigt) wie Paarschluß Verwendung finden (Nutenscheiben, Doppelexzenter). Die unrunden Scheiben sind entweder so beschaffen, daß sie für jeden Schaft aus dem Ganzen sind und deshalb bei Aenderung der Bindung im ganzen ausgewechselt werden – welche Scheiben in den Webereien gewöhnlich als Exzenter (Trittexzenter) benannt werden, weshalb man die damit arbeitenden Stühle als Trittexzenterstühle bezeichnet – oder aber die einzelnen Teile (Formstücke) einer jeden solchen Scheibe sind für sich zum Auswechseln gemacht und können für andre Bindungen abgeändert werden; solche Scheiben heißen Bundräder, Bundscheiben, Daumen- oder Zackenscheiben, Patronenscheiben (Tappet wheels), weshalb die damit ausgerüsteten Stühle als Bundradwebstühle bezeichnet werden [23]. Weil das äußere Aussehen der gesamten Trittrollenbewegung im letzteren Falle dem einer Trommel gleicht, nennt man solche Stühle wohl auch Trommelwebstühle und arbeiten solche dann, wie man sich ausdrückt, mit Daumentrommeln oder Nutenscheibentrommeln (letztere meist Tappet wheels genannt).
Spannung der Kette und Aufwickeln des gewebten Stoffes [24]. Die Regelung der Kettenspannung ist möglich: 1. vom Kettenbaum aus, 2. von dem zwischen Ketten- und Zeugbaum liegenden Kettenstück und 3. von dem Zeugbaum aus. Wird die Kettenspannung durch Bremsung des Kettenbaumes erzeugt, so benutzt man hierzu Seil-, Ketten-, Backen- oder Bandbremsen (vielfach als Differentialbremsen ausgeführt). – Außer der Bewegung zum Zwecke der Fachbildung (Arbeitsbewegung) ist der Kette noch die zweite in ihrer Längsrichtung (Schaltbewegung) in dem Maße zu erteilen, in welchem das Gewebe erzeugt wird. Hierzu dienen besondere regelbare Schaltwerke, Schaltregler oder Regulatore. Man teilt dieselben meist ein in positive und negative Regulatore [25]. Der positive Regulator dreht den Baum,[881] der die Ware aufwindet, für jeden eingetragenen Schuß um ein vom Widerstand, den die Ware der Aufwindung entgegensetzt (Aufwindungswiderstand), unabhängiges gleichgroßes Stück. Der Aufwindungswiderstand hängt hauptsächlich von der Kettenspannung, also gewöhnlich von der Bremsung des Kettenbaumes, ab und ist ihr proportional. Er wird durch den Druck des Blattes gegen den Warenrand vermindert und daher eventuell auch durch die Dicke der Schußfäden, die Eigenschaften des verwebten Materials und die Bindung des Gewebes beeinflußt. – Der negative Regulator sucht den Riffel- bezw. Sandbaum mit einer bestimmten Kraft aufwindend zu drehen, der der Aufwindewiderstand entgegenwirkt. Die Drehung des Baumes bezw. ihre Größe hängt daher von diesem Widerstande ab; sie wird um so größer, je kleiner derselbe ist. – Die Aufwindung kann beim Rückgange oder beim Vorgange der Lade erfolgen. Letzteres zieht man bei sehr dichtem Anlegen der Schußfäden behufs Schonung von Kette und Einschuß vor, da dann der heftige Ladenschlag in etwas gemildert wird. – Regulatoren mit absetzender Bewegung sind so konstruiert, daß die Schaltbewegung erst durch das in bestimmtem Maße federnd zurückgedrückte Blatt eingerückt wird (Kompensationsregulatoren). Zur Ueberwachung der Kette hat man ferner sogenannte Kettenfadenwächter [26] angeordnet, welche den Webstuhl beim Bruch eines Kettenfadens zum Stillstand bringen (mechanisch oder elektrisch wirkend).
Die Lade und ihre Bewegung. Die Hängeladen finden nur noch bei Bandwebstühlen und bei solchen Stühlen Verwendung, welche nach geringfügigen Aenderungen als Handstühle benutzt werden sollen. Im übrigen werden Stehladen verwendet. Die Befestigung der Ladenarme oder Stelzen muß sowohl eine Verstellung in seitlicher Richtung als auch eine solche in der Höhenlage des Blattes zulassen, damit bei zurückgeschwungener Lade während des Schützendurchganges das Kettenunterfach dicht auf dem Ladenklotze aufliegt. – Die Bewegung der Lade [27] hat im allgemeinen dergestalt zu erfolgen, daß während des Durchlaufens des hinteren Teiles ihrer Bahn möglichst Zeit gewonnen wird für das Durchschießen des Schützen durch das geöffnete Fach, im hinteren Teile soll sie sich also langsam bewegen, während der Vorgang dann rasch vonstatten gehen soll und das Einpressen des eingetragenen Schußfadens endlich durch kräftigen Druck zu geschehen hat. Diesen Bedingungen wird z.B. durch den in Fig. 5 gezeichneten Kurbelantrieb Genüge geleistet, welche den, Querschnitt eines sogenannten Kurbelstuhles darstellt. – Statt der Kurbelverbindungen werden natürlich auch unrunde Scheiben mit Kraftschluß bezw. Nutenscheiben oder doppelte unrunde Scheiben oder Schraubengänge u.s.w. verwendet, um das gewünschte Ladenbewegungsgesetz zu erhalten. Ebenso kann das Blatt statt in einer schwingenden Lade auch in einem auf Rollen gesetzten Rahmen oder Wagen bezw. auf einem Schlitten untergebracht sein. – Bei sehr dicht zu schlagenden Stoffen, welche dabei jedoch nur verhältnismäßig geringe Bremsung des Kettenbaumes zulassen, benutzt man zum Vortreiben des Schusses den sogenannten Blattschlag oder Nachschlag. Kurz bevor das Blatt in die vorderste Stellung kommt, wird es zurückgezogen, wobei Federn gespannt werden, die dann das Blatt in die Schlagstellung schnellen. Auch mehrfacher Anschlag wird ausgeführt.
Bewegung des Schützen [28]. Der Antrieb des Schützen (Schützenschlag) erfolgt bei den mechanischen Webstühlen in der Regel nach der auch bei den Handstühlen üblichen Weise, daß mittels des entsprechend rasch bewegten Treibers oder Pickers der Schütze aus dem Schützenkasten hinaus durch das Fach in den gegenüberliegenden Karten getrieben wird. Damit der Schütze beim Stoßen auf den gegenüberliegenden Treiber nicht wieder zurückschnellt, sind Klemmvorrichtungen (Bremsfedern u. dergl.) angeordnet, welche sich vor dem nachfolgenden Abgang der Schütze wieder auslösen. Diese Vorrichtungen werden gleichzeitig meist als Schützenwächter (Absteller, Protektor) benutzt, insofern sie, wenn der Schütze nicht an sein Ziel anlangt, den Webstuhl selbsttätig ausrücken. Die nötige Beschleunigung kann dem Schützentreiber unter Zuhilfenahme von Schlagarmen entweder dadurch erteilt werden, daß der Schlagarm durch entsprechend gestaltete Kurvenscheiben oder dergl. seine Bewegung erhält, deren Geschwindigkeit von der Stuhlgeschwindigkeit abhängig ist – in diesem Falle darf ein vorliegender Stuhl eine bestimmte Geschwindigkeit nicht unterschreiten, wenn der Schütze noch sein Ziel zur richtigen Zeit erreichen soll – oder der Schlagarm wird durch eine vorher gespannte Feder beschleunigt (Federschlag) –, hierbei darf der Stuhl eine bestimmte Geschwindigkeit nicht überschreiten, da dem Schützen immer nur eine bestimmte, von der Stuhlgeschwindigkeit unabhängige Geschwindigkeit erteilt wird. Der Federschlag wird namentlich für schwergehende Schützen oder für solche, die einen sehr langen Weg zurücklegen müssen, angewendet. Je nachdem der Schläger oder die Peitsche von unten oder von oben her auf den Treiber einwirkt, unterscheidet man unterschlägige und oberschlägige Webstühle (underpick, overpick); im letzteren Falle kann der Schlagarm in einer wagerechten Ebene schwingen (das ist der gewöhnliche Fall) oder in einer lotrechten Ebene (seiten mehr vorkommend, vgl. oben, Hängeladen). Auch Preßluft und elektrischen Antrieb hat man zur Schützenbewegung zur Anwendung gebracht [29]. Ferner hat man besondere Mechanismen erfunden, um den maschinellen Zusammenhang des Schützen mit der Antriebwelle ununterbrochen zu erhalten (Steckschützen, Maulschützen, positiver Schützenantrieb)[882] [30] bezw. hat man den Schützen ganz in Fortfall gebracht (schützenlose Webstühle) [31]. – Wenn der Schußfaden abreißt oder ausgeht, so ist der Webstuhl zum Stillstand zu bringen; bei langsam gehenden Stühlen überläßt man dies der bedienenden Person, bei rasch gehenden bringt man besondere sogenannte Schußwächter [32] an. Entweder läßt man den Schußfaden durch einen am Gestell befindlichen Fühler, eine Gabel, überwachen (Gabelschußwächter) oder man versteht den Schützen mit einem Wächter, welcher die Schützenkastenzunge beim Reißen des Fadens in das Innere des Schützens zurücktreten läßt, so daß dann der Schützenwächter das Abstellen des Stuhles bewirkt (Schußwächterschützen). – Schließlich sind noch die sogenannten Schützensänger [33] zu erwähnen. – Die Unfälle in den Webereien rühren – abgesehen von denen, welche durch die Betriebsmaschinen und die Wellenleitung veranlaßt werden – weitaus in den meisten Fällen von dem Herausfliegen des Webschützen her. Die Verletzungen, welche unter anderm durch ungenügende Verdeckung der Verzahnungen u.s.w. an den Webstühlen vorfallen, treten dagegen zurück. Entweder kann man nun ein Ausspringen des Schützen dadurch verhindern, daß man das Fach auch nach oben hinreichend abdeckt, oder aber man kann den ausgesprungenen Schützen unschädlich zu machen suchen durch Abfangen, sei es, daß man ihn oberhalb des Faches selbst aufhält oder ihn durch an den Seiten des Webstuhles angebrachte Schutzvorrichtungen abfängt.
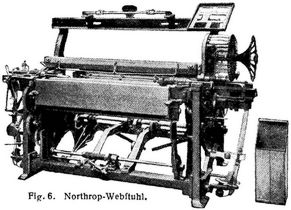
Um bei den mechanischen Webstühlen eine möglichst hohe Leistung zu erzielen, hat man einerseits durch Ausbildung und Vervollkommnung der Bewegungsmechanismen eine tunlichst große Arbeitsgeschwindigkeit zu erreichen gesucht, anderseits hat man den Arbeitsvorgang auf eine andre Weise als bisher durchgeführt (Rundwebstühle, Webstuhl ohne Schütze), und endlich hat man Vorrichtungen ersonnen, um die durch die Bedienung der Maschine verursachten Betriebsstillstände fast gänzlich zu vermeiden. Diese dritte Richtung findet sich in den Vorrichtungen verkörpert, welche neue, volle Schußspulen, nachdem die alten leer geworden sind, in den arbeitenden Webstuhl selbsttätig einlegen [34]. Neben dem vollkommenen Austausch der leeren gegen eine volle Schußspule [35] kann dies auch durch den Austausch des Schützen mit der leer gewordenen Spule gegen einen neuen mit voller Spule [36] und sogar des ganzen Schützenkastens gegen einen andern erfolgen [37]. Wenn die Spule in dem Schützen während des schnellen Arbeitens des Webstuhles gewechselt werden soll, so kann dies jedenfalls nicht auf die von Hand geübte Weise erfolgen, daß nämlich die Spule auf eine aus dem Schützen herausklappbare Spindel gefleckt und der Fadenanfang durch ein Oehr in dem Schützen gesaugt wird, vielmehr sind hierzu besondere Schützen und besondere Spulen nötig. – Vorbildlich für die Schußspulenauswechslung ist der Northropsche Webstuhl geworden. Northrop benutzt einen Schützen, in welchem die Spule ohne Spindel nur durch die seitliche Klemmung ihres Kopfes festgeklemmt wird, so daß sie einfach von oben in den Schützen hineingedrückt werden kann, wobei die neue, volle Spule die leere nach unten aus dem Schützen drückt. Fig. 6 zeigt einen solchen Northrop-Webstuhl nach Ausführung der Elsässischen Maschinenbaugesellschaft. Am interessantesten ist hierbei der Schußwechselapparat, in welchen die Reservespulen eingelegt werden. Das Auswechseln der Spule bewirkt der sogenannte Stoßhammer, als Spulenhalter dienen zwei drehbar gelagerte Scheiben, in deren Einkerbungen die Spulen durch den Arbeiter eingelegt werden. Das Garnende einer jeden Spule wird um einen außerhalb des Wechselapparates angebrachten Knopf gewickelt, was während des Betriebes erfolgen kann. Sobald das Auswechseln der Spule erfolgen soll, wird die Wechselbewegung von einer mit dem Schußwächter in Verbindung stehenden und auf eine Eingreifklinke einwirkenden Stange angeregt. Gleichzeitig schiebt sich ein Kontrollfinger gegen den Ladenkasten vor, welcher die Auswechselbewegung verhindert, falls der Schütze sich nicht in seiner normalen Lage befindet. Ist alles in Ordnung, so begegnet das an der Lade beteiligte Messer der Eingreifklinke, die mit einem Hammer verbunden ist. Die Lade setzt ihre Vorwärtsbewegung fort, und der Hammer übt auf die unter ihm befindliche gefüllte Spule einen Druck aus. Diese wird in den Schützen eingeführt, gleichzeitig die leere Spule ausstoßend, und letztere fällt in einen darunter stehenden Blechkasten. Bei jeder Bewegung des Hammers wird eine Schaltkette nachgezogen, eine Klinke greift in ein auf der Achse der Wechselvorrichtung sitzendes Schaltrad ein und eine Feder bewirkt ein Nachrücken der Drehscheibe, so daß eine neue Spule unter den Hammer gebracht wird. Da das Fadenende der neuen Spule um einen seiten Knopf gewickelt ist, so windet sich beim Abschießen des Schützen von rechts nach links der Faden von der Spule ab und legt sich hierbei um das Auge der Einfädelungsöse des Schützen. Auf den Spannstab ist nun ein sogenannter Fadenabschneider aufgeschraubt, welcher durch eine besondere kleine Welle bei jeder Bewegung des Stoßhammers in Tätigkeit gesetzt wird, wobei eine Schere sowohl das Fadenende der alten als auch dasjenige der neuen Spule abschneidet. – Außer dem Schußfüllapparat ist der Webstuhl mit einem Kettenwächter ausgestattet. Diese zwei Neuerungen entbinden den Arbeiter von der beständigen Aufsicht, die er den alten Stühlen widmen mußte, so daß bei Herstellung von einfachen Geweben ein Arbeiter sechzehn bis zweiunddreißig Stühle überwachen kann. – Die Erfahrungssache, daß hin und her gehenden [883] Mechanismen vielerlei Nachteile anhaften, mag dazu beigetragen haben, daß seit Jahrzehnten die Bemühungen vieler Erfinder (Wassermann [38], Herold [39] u.a.) sich auf dem schwierigen Gebiete der Rundwebstühle bewegen, auf welchem Schlauchgewebe hergestellt werden. Diese Stühle haben aber den Nachteil, einmal vorgerichtet, sich schwer für andre Bindungen umändern zu lassen und die Anbringung eines Schützenwechsels nicht oder nur schwer zuzulassen. Die einzelnen Organe sind schwer mit der Hand und dem Auge zu erreichen, auch erweist sich die Schlauchform der Ware beim Bleichen, Färben und Zurichten als nachteilig. Die bislang ausgeführten Rundwebstühle haben sich keinen Eingang in die Praxis verschaffen können.
Weitere Bestrebungen beziehen sich darauf, daß man überhaupt nicht die Schußspule durch das offene Fach führt, sondern die Spule neben dem Webstuhle aufstellt und nur den Faden einträgt. Bei älteren Versuchen wurde der Faden doppelt in Schleifenform eingelegt [31]; bei dem neuen mechanischen Webstuhl von Seaton [40] wird jedoch nur der einfache Faden in das Fach durch besonders gebaute Greiferschützen eingelegt, und die einen großen Fadenvorrat fassenden Spulen sind auf beiden Seiten des Stuhles in bestimmter Entfernung von der Leiste aufgeteilt (gleich der Schußlänge). Der Faden liegt zwar ebenfalls in Schleifenform in dem Gewebe, aber so, daß immer ein Teil der von rechts eingetragenen Schleife mit einem Teil der von links eingetragenen abwechselt (vgl. Fig. 7) und sämtliche Schußteile sind in der gewöhnlichen Weise durch die Kettenkreuzungen getrennt.
Ueber das Weben der Zeuge aus den verschiedenen Rohstoffen und die verschiedenen Arten dieser Gewebe s. in [41]. Hier genügt, soweit nicht schon unter den einzelnen Stichwörtern besondere Erläuterungen gegeben worden sind, zur kurzen Kennzeichnung die Aufzählung der einzelnen Stoffe unter den verschiedenen Rohstoffen und Bindungen.
Arten der baumwollenen Zeuge. 1. Glatte Stoffe, a) Leinwandartige: Kattun (Baumwolleinwand, imitiertes Leinen), Kitay (Kattun von geringer Breite), Nanking (Kattun von bräunlichgelber Farbe), Nankinet (feinerer Nanking), Shirting (Futterkattun, Hemdenkattun, Nessel), Indian Shirtings (schwerste Sorte), Dhoties (Shirtings mit farbigen Streifen), T-Cloth, Mexicans, Domestics, Madapolams; Druckkattune, Glanzkattune; Bettücher; Tanjibs, Manisocks; Kambrik (Kammertuch, seiner Hemdenkattun), Baumwollbatist (schottischer Batist, Batistmusselin), Jaconnet, Perkal, Perkalin, Kaliko (Druckperkale), Katt; Schnürchenperkal; Sarsenet; englische oder schottische Leinwand, Wiener Leinwand (Gingham), Hairkord, Blue-Mettle, Rips (Ribs); Musselin (Muslin, Nesseltuch), Musselinet, Vapeur, Zephyr; Organdy (Organdin, Mull), Linon (Schleier), Tarlatan. – b) Gazeartige: Baumwollene Gaze, Kanevas, Baumwollstramin, Kongreßstoff, Etamine, Marly, Camilla; Glanzgaze. – 2. Geköperte Stoffe: Köper oder Croisé (Twill), Cretonnes (bedruckte Köper), Jeans, baumwollener Merino, Köper-Gingham, Drill oder Drell, Bast oder Bastzeug (Baumwollbau); Barchent, Parchend (Fustian), Futterbarchent, Bettbarchent, Bettdrell, Inlet, Köper-Swandown. – 3. Atlasbindige Stoffe: Satin (Jeannet, Oriental), Atlasbarchent, Baumwollmolton (Beaverteen), englisch Leder (Moleskin), Biber. – 4. Gemusterte Stoffe: a) Köperbindige: Dimity, Wallis, gestreifte Barchente, Bettdrell (Drillich); b) baumwollener Damast; c) Doppelstoffe: Piqué, Piqué-Barchent. – 5. Samtartige Stoffe: Manchester (Baumwollsamt, unechter Samt), Kastorin (baumwollener Plüsch), Badehandtücher (Frottierstoffe).
Arten der leinenen und hänfenen Zeuge. 1. Glatte Stoffe: Leinwand (Leinen, Linnen); Flachsleinwand, flächsenes Leinen; Hanfleinwand; Wergleinwand, Hedeleinen; halbflächsene Leinwand, Halbhedeleinen, Halblaken; halbbaumwollene Leinwand (Halbleinen, irische Leinwand); Segeltuch (Segelleinwand); Schirrtuch; Packleinwand; Creas (Lederleinwand); Schockleinen, Futterleinen, Franzleinen, Moorleinen, Starr- oder Steifleinen (Schetterleinen, Glanzleinwand); Batist (Leinenkambrik), Batistleinwand, Schleier, Linon, englische Charpie (Patent-Charpie); Flachstuch (Gobelinstoff). – 2. Geköperte und gemusterte Stoffe: Drell (Drillich, Zwillich); Atlasdrell, Leinenatlas; Damast (Leinendamast); Halbdamast, Frottierstoffe, Leinenplüsch.
Arten der Jutezeuge [42]. 1. Glatte Stoffe: Netztuch (Biskuit Baggings, Fasson Hessians); gewöhnliches Juteleinen (Common Hessians), Jutefeinleinen (Fine Hessians), Jutedoppelleinen (Tarpawlings), Einfach- und Doppel-Jutesackleinen (Single warp and double warp Baggings); Zuckersackleinen (Hessian-Baggings); Plansackleinen (Plain-Sackings). – 2. Geköperte Stoffe: Juteköper und Drell (Twilled Sackings); Hopfentuche (Hoppoketings). – 3. Juteplüsch (Grund Baumwolle, Flor Jute).
Tuchartige Wollenzeuge (s. Tuchfabrikation, Tuchsorten).
Kammwollene Zeuge. Eine vollständige Aufzählung der Stoffe würde bei dem ewigen Wechsel der Mode fast unmöglich, mindestens sehr weitläufig sein; es sollen deshalb hier nur die geläufigsten Namen erwähnt sein. 1. Glatte Stoffe: Kamelott, Orleans, Perkan, Barrakan, Moir (Moor, Möbelmoor), Bombasin, Beuteltuch, Krepp (Crépon), Moreen, Wollenstramin, Wollenmusselin, Chaly, Poil de chèvre (Mohair), Rips (Reps), Stramin, Tamis (Damis), Grosgrain, Quinet, Polemik, Konzentzeug. Gazeartig: Barège. – 2. Geköperte Stoffe: Geköperter Wollmusselin, Merinos, Tibet, Kaschmir, Bombasin (Kette von Seide, Schuß von Kammwolle), Halbmerino (halbwollener Merino); Paramatta, Zanella, Rasch (Zeugrasch, Chalon, Soy, Tuchrasch), Oeltuch (Oelpreßtuch). – 3. Atlasbindige Stoffe: Wollener Atlas, Kalmank, Serge (Sarsche). – 4. Gemusterte Stoffe: Schuhkord (verderbt Schuhgurt), Stramin, gemusterte Kleiderzeuge u.s.w., gemusterte Damaste und Schals. – 5. Samtartige Stoffe: Wollener Samt und Plüsch, sowohl geschnitten als ungeschnitten und gepreßt. Mohair-Plüsch (Sealskin, vgl. d. Art. Sealskin). – 6. Teppiche (s.d.).
Arten der seidenen Zeuge [43]. 1. Glatte Stoffe: a) leinwand- oder taffetartig gewebte: Taffet (Futtertaffet, Zendeltaffet, Kleidertaffet, Avignon, Florence); Halbtaffet, Halbflorence[884] (seidene Kette, baumwollener Schuß); Bastzeug; Marzellin oder Doppeltaffet; Lustrin; Gros (Gros de Naples, de Tours, d'Ispahan u.s.w.); Poult de soie (Gros grain); Papeline; Seidenkamelott. Werden Ketten- und Schußfäden mehrfach (bündelweise) zusammengenommen (Würfelleinwand, Panamabindung), so entstehen der Foulard und die Louisine. Ripsartig ist Turquoise. Ferner wären zu erwähnen Velours simulé (falscher, ungeschnittener Samt, Epinglé, Simuline) und der Krepp. – b) Gazeartige Stoffe: Dünntuch (eigentliche Gaze), seidenes Beuteltuch, Beutelgaze; Stramin; Barège. – 2. Geköperte Stoffe: Croisé, Satin de Lyon, Levantin, Bataviaköper, Drap de soie, Serge, Radzimir, Bombasin u.s.w. – 3. Atlasbindige Stoffe: Fünfbindiger Satin (Bastardatlas, Satin turc), Satin de Chine, Alcionne, Satin à la reine, Rhadamé (sechsbindig), Satin merveilleux (siebenbindig), Atlas (achtbindig und mehr). – 4. Gemusterte Stoffe. Als bekanntere Namen seien bloß angeführt: Droget, Chagrin, Satinet, Parisienne, gemusterter Levantin, damastartige Stoffe, sogenannte Brillantstoffe, Stoffe mit aufgeschweiften und überschossenen Mustern, Brokat, Pequin. – 5. Samtartige Stoffe: Ungeschnittener und geschnittener Samt, Plüsch (glatt und mit Mustern), Felpel (glatt und gemustert).
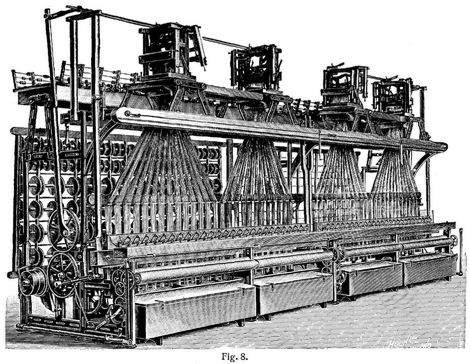
Als besonderen Zweiges der Weberei muß der Bandweberei (vgl. [44]) gedacht werden. Die Bandwebstühle dienen meist zur gleichzeitigen Herstellung einer größeren Anzahl von Bändern und sind deshalb als Vereinigung einer Anzahl von mechanischen Webstühlen aufzufassen. Die Anzahl der auf einmal auf einem Stuhle angefertigten Bänder nennt man die Gang- oder Laufzahl des Stuhles (ausgeführt bis zu 140 Gängen). Um Raum zu sparen, kann man die Bänder in versetzter Bandlage etwa zweigeschossig anordnen; was den Vorteil großer Raumersparnis, dagegen den Nachteil der geringeren Uebersichtlichkeit besitzt. – Die Lade ist in bezug auf die Schiffchenanordnung entweder eine Sägelade mit flachen von unten angetriebenen oder eine Spindellade mit flachen von hinten angetriebenen oder eine Kreis- oder Bogenlade mit kreisbogenförmig bewegten Schiffchen. An sich ist sie meist eine Hängelade, d.h. oben aufgehängt. Bezüglich der Schützenanordnung unterscheidet man einschützige und mehrschützige Laden. Im letzteren Falle liegen mehrere Schützenreihen (bis lieben) übereinander, und man bedarf eines besonderen Wechselmechanismus, der den Schützen, der zum Schuß kommen soll, gerade in die Lage bringt, daß er ungehemmt das Fach durchlaufen kann. Man vermag dabei auch mit mehreren Sorten Schüssen zu arbeiten, beispielsweise mit einem Grundschuß und mehreren Broschierschüssen. Je nach der Schiffchenbewegung lassen sich die Bandwebstühle einteilen in Bandstühle mit sogenanntem Marionetteschiffchenzug, oder mit Schiffchenzug mittels Exzenter und Tritt oder mit zwangläufiger Schiffchenbewegung durch Hebel, Verzahnungen oder dergl., und endlich Bandwebstühle mit Eintragung des Schußfadens durch Nadeln (vgl. Art. Bandstuhl, Bd. 1, S. 543). – Die Lade kann ferner ein-, zwei- oder mehrteilig sein, d.h. es können nebeneinander in einem Stuhle zwei oder mehrere Laden, beispielsweise mit verschiedener Laufzahl für verschieden breite Bänder eingebaut sein. Dabei kann der Antrieb gemeinsam oder für jede Abteilung besonders gewählt werden, so daß man jede Abteilung für sich in Bewegung setzen oder abstellen kann. – Bei einfacheren Mustern erfolgt die Fachbildung mittels Schäften. Hierbei wendet man zur Schäftebewegung entweder eine innere unabhängige Geschirrbewegung mittels Exzenter und Tritte an oder eine äußere, oder man bewegt die Schäfte mittels Außentrommeln oder Schaftmaschinen. Letztere sind meist Seitenschaftmaschinen mit Aufzug, und zwar Geschlossenfachschaftmaschinen oder Offenfachschaftmaschinen. Reicher gemusterte Bänder werden mit Hilfe von Jacquardmaschinen hergestellt. – Fig. 8 zeigt einen Jacquardstuhl mit Bogenladen[885] der deutschen Webstuhlfabrik von Fr. Lüdorf & Co. in Barmen-Rittershausen. Die Stühle werden bis zu einer inneren Breite von 7 m gebaut und erhalten dabei bis zu 140 Gänge. Sie sind mehrfach (2-, 3-, 4-fach) geteilt, jeder Teil bekommt dann seinen Sonderantrieb und arbeitet unabhängig von den andern. – Weiter lassen sich die Bandstühle nach dem Fabrikate in Litzen-, Borten- und Tressenstühle, einfarbige glatte Rutenbandstühle, mehrfarbige gemusterte Seidenbandstühle mit Jacquardeinrichtung, Gurtenstühle verschiedener Art, Gummibandstühle, Samtbandstühle einteilen (Nadel- oder Rutensamt und Doppelsamt). Endlich gibt es noch Bandstühle zur Erzeugung von Dreherbändern, Bändern mit Perlenbesatz u.s.w.
In neuester Zeit sind auch besondere Verfahren für die eigenartigen Beanspruchungen ausgesetzten Gewebeeinlagen der Fahrrad- und Automobilradreifen erdacht worden [45]. Ueber die Herstellung der Stroh-, Holz-, Rohr-, Pferdehaar-, Kautschuk- und Drahtgewebe, über Perlenweberei und Weben des Tülles vgl. [41].
Literatur: D.R.P.-KL 86. – Knorr, Elemente der Weberei, Chemnitz 1872; Reh, Lehrbuch der mechan. Weberei, Wien 1890; Oelsner, Die deutsche Webschule, Altona 1891; Schams, Handbuch der ges. Weberei, Weimar 1892; Kinzer und Fiedler, Technologie der Handweberei, Wien 1893; Lembcke, Mechan. Webstühle, Braunschweig 1886/96; Müller, Ernst, Handbuch der Weberei und Zurichtungsarbeiten, Leipzig 1896; Utz, Die Praxis der mechan. Weberei, Leipzig 1907. – [1] Dinglers Polyt. Journ. 1882, Bd. 246, S. 69. – [2] Lembcke, Die Vorbereitungsmaschinen in der mechan. Weberei, Leipzig 1877; Mikolaschek, Mechan. Weberei, I. Abt., Wien und Leipzig 1904. – [3] Müller, Ernst, Handbuch der Weberei und Zurichtungsarbeiten, S. 492, 512; Zeitschr. d. Ver. deutsch. Ing. 1886, S. 150; 1890, S. 1049; 1894, S. 874; 1897, S. 713; 1902, S. 389; 1907, S. 821; Leipz. Monatschr. s. Textilind. 1900, S. 412; 1902, S. 89; 1903, S. 9. – [4] Zeitschr. d. Ver. deutsch. Ing. 1891, S. 98; 1903, S. 1105. – [5] Uhlands prakt. Maschinenkonstrukteur 1898, S. 58; Leipz. Monatsschr. s. Textilind. 1904, S. 36 (Spezial-Nr. 1); 1905, S. 116. – [6] Leipz. Monatsschr. s. Textilind. 1898, S. 771. – [7] Donat, Franz, Methodik der Bindungslehre, Dekomposition und Kalkulation für Schaftweberei, Wien-Pest-Leipzig 1892; Ders., Bindungs-Lexikon f. Schaftweberei, Wien-Pest-Leipzig 1897. – [8] Müller, Ernst, Handbuch der Weberei und Zurichtungsarbeiten, S. 530, 531. – [9] Leipz. Monatsschr. s. Textilind. 1895, S. 586. – [10] D.R.P. Nr. 97797, 100503, 119666, 125443/46, 140332, 141669, 146586, 202819; Leipz. Monatsschr. s. Textilind. 1898, S. 378; 1903, S. 316; 1904, S. 804. – [11] D.R.P. Nr. 12304, 111202, 152622, 184475; Oesterr. Wollen- u. Leinenind. 1908, S. 1062; Zeitschr. f. Textilind. 1909, S. 108. [12] Donat, Methodik der Bindungslehre, S. 62; Finsterbusch, Die mechan. Weberei und die Fabrikation der Kunst- und Figurendreher, Altona 1889; Lembcke, Mechan. Webstühle, 2. Forts., 1890, S. 162; Wenzel, Die Bindungslehre f. Gazegewebe, Glauchau (Selbstverlag); Leipz. Monatsschr. s. Textilind. 1897, S. 138, 469; 1898, S. 158, 166, 302, 705; 1902, S. 829; 1905, S. 18; 1909, S. 65. – [13] Oelsner, Die deutsche Webschule, 1891, S. 217; Reh, Lehrbuch der mechan. Weberei, 1889, S. 174; Utz, Die Praxis der mechan. Weberei, S. 80 ff. – [14] Kohl, F., Geschichte der Jacquardmaschine, gekrönte Preisschrift, Berlin 1873; Kinzer, Technologie der Handweberei, II. Teil, Die Jacquardweberei, Leipzig 1908. – [15] Lembcke, Die Vorbereitungsmaschinen in der mechan. Weberei, 1893, S. 138; Leipz. Monatsschr. s. Textilind. 1896, S. 513; 1897, S. 8, 72; Dinglers Polyt. Journ. 1903, Bd. 318, S. 529. – [16] Leipz. Monatsschr. s. Textilind. 1886, S. 106; 1887, S. 117; 1891, S. 349; 1896, S. 514. – [17] Ebend. 1900, S. 97; 1901, S. 90; 1901, Spezial-Nr. IV, S. 103; Zeitschr. d. Ver. deutsch. Ing. 1903, S. 1343. – [18] Leipz. Monatsschr. s. Textilind. 1898, S. 81. – [19] Oesterr. Wollen- u. Leinenind. 1909, S. 446. – [20] Zeitschr. f. d. ges. Textilind. 1907/08, S. 264; Zeitschr. f. d. Textilind. 1908, S. 8. – [21] Leipz. Monatsschr. s. Textilind. 1902, S. 826; 1904, S. 596. – [22] Lembcke, Mechan. Webstühle, 5. Forts., Braunschweig 1893; Edelstein, Die Fachbildegetriebe, Leipzig-Wien 1909. – [23] Lembcke, Mechan. Webstühle, 4. Forts., 1892. – [24] Edelstein, Kettenschaltgetriebe am mechan. Webstuhl, Berlin 1904; Mikolaschek, Mechan. Weberei, 2. Abt., Wien-Leipzig 1908; Zivilingenieur 1875, S. 615; 1877, S. 145. – [25] Reh, Lehrbuch der mechan. Weberei, S. 31; Leipz. Monatsschr. s. Textilind. 1889, S. 271; 1896, S. 634; 1897, S. 460; 1898, S. 695. – [26] Dinglers Polyt. Journ. 1863, Bd. 168, S. 361; 1864, Bd. 174, S. 181; Leipz. Monatsschr. s. Textilind. 1897, S. 9, 328, 674; 1898, S. 239, 241, 765; 1899, S. 797; 1904, S. 169; 1909, S. 40; Oesterr. Wollen- und Leinenind. 1909, S. 792. – [27] Mitteil. d. Gewerbevereins f. Hannover 1872, S. 414; Reh, Lehrbuch der mechan. Weberei, S. 118. – [28] Falcke, Chemnitzer Gewerbschulprogramm, 1872; Reh, Lehrbuch der mechan. Weberei, S. 144; Zeitschr. f. d. ges. Textilind. 1901/02, S. 601. – [29] Leipz. Monatsschr. s. Textilind. 1896, S. 577; 1897, S. 577; 1898, S. 451; 1901, S. 494; D.R.P. Nr. 194318, 211916. – [30] Lembcke, Mechan. Webstühle, 1. Forts., S. 142; Reh, Lehrbuch der mechan. Weberei, S. 172; Leipz. Monatsschr. s. Textilind. 1903, S. 816. – [31] Barlow, History of weaving, S. 302; engl. Patent Nr. 18852 vom Jahre 1896; D.R.P. Nr. 96959, 99787, 99788; 104819; Leipz. Monatsschr. s. Textilind. 1898, S. 376, 681, 761; 1899, S. 639. – [32] Lembcke, Mechan. Webstühle, 1886, S. 105; Reh, Lehrbuch d. mechan. Weberei, S. 217; Leipz. Monatsschr. s. Textilind. 1897, S. 138, 395; 1901, S. 415, 812; 1903, S. 169, 459, 671; 1904, S. 168, 595. – [33] Zeitschr. d. Ver. deutsch. Ing. 1890, S. 202, 226; 1902, S. 540; 1903, S. 235; 1905, S. 12, 47, 109; Zeitschr. f. Gewerbehyg., Wien 1907, S. 36, 280, 350, 355. – [34] Zeitschr. d. Ver. deutsch. Ing. 1896, S. 144; Zeitschr. d. Oesterr. Ing.- u. Arch.-Vereins 1908, S. 17. – [35] D.R.P. Nr. 63687, 96513, 97309, 121958, 123248, 129545, 147349, 204993; Leipz. Monatsschr. s. Textilind. 1898, S. 158, 229, 455; 1901, S. 653; 1902, S. 320; 1909, S. 13; Zeitschr. f. Textilind. (Berlin) 1907, S. 25; 1908, S. 91. – [36] D.R.P. Nr. 47872, 164093, 206940; Leipz. Monatsschr. s. Textilind. 1904 (Spezial-Nr. 2), S. 75; 1905 (Spezial-Nr. 4), S. 144; 1909, S. 69. – [37] Claviez, D.R.P. Nr. 78904. – [38] D.R.P. Nr. 76105, 82430. – [39] D.R.P. Nr. 96270, 96271, 98335, 98336, 98623; Leipz. Monatsschr. s. Textilind. 1898, S. 304, 528. – [40] D.R.P. Nr. 99787, 99788; Leipz. Monatsschr. s. Textilind. 1898, S. 681, 761; 1909, S. 43. – [41] Müller, Ernst, Handbuch der Weberei, Leipzig 1896; Reiser und[886] Spennrath, Handbuch der Weberei, 3 Bde., München 1894–1906. – [42] Pfuhl, Die Jute und ihre Verarbeitung, 2. Teil, Berlin 1891. – [43] Feldges, Anleitung zur Kenntnis der Seidenstoffe, Krefeld 1868; Leipz. Monatsschr. s. Textilind. 1904, S. 649; 1905 (Spezial-Nr. 3), S. 97. – [44] Kinzer-Fiedler, Handweberei, Wien 1893; Reiser und Spennrath, Handbuch der Weberei, Bd. 3, Abt. II, München 1900; Utz, Die Praxis der mechan. Weberei, Leipzig 1907; Both, Die Bandweberei, Hannover 1907; Zeitschr. f. Textilind., Berlin 1908, S. 65 und [41]. – [45] D.R.P. Nr. 70734, 99069, 113402, 116938, 122754, 211512, 212241.
E. Müller.
Buchempfehlung
Diderot, Denis
Die geschwätzigen Kleinode oder die Verräter. (Les Bijoux indiscrets)

Die frivole Erzählung schildert die skandalösen Bekenntnisse der Damen am Hofe des gelangweilten Sultans Mangogul, der sie mit seinem Zauberring zur unfreiwilligen Preisgabe ihrer Liebesabenteuer nötigt.
180 Seiten, 9.80 Euro
Im Buch blättern
Ansehen bei Amazon
Buchempfehlung
Geschichten aus dem Biedermeier. Neun Erzählungen

Biedermeier - das klingt in heutigen Ohren nach langweiligem Spießertum, nach geschmacklosen rosa Teetässchen in Wohnzimmern, die aussehen wie Puppenstuben und in denen es irgendwie nach »Omma« riecht. Zu Recht. Aber nicht nur. Biedermeier ist auch die Zeit einer zarten Literatur der Flucht ins Idyll, des Rückzuges ins private Glück und der Tugenden. Die Menschen im Europa nach Napoleon hatten die Nase voll von großen neuen Ideen, das aufstrebende Bürgertum forderte und entwickelte eine eigene Kunst und Kultur für sich, die unabhängig von feudaler Großmannssucht bestehen sollte. Dass das gelungen ist, zeigt Michael Holzingers Auswahl von neun Meistererzählungen aus der sogenannten Biedermeierzeit.
- Georg Büchner Lenz
- Karl Gutzkow Wally, die Zweiflerin
- Annette von Droste-Hülshoff Die Judenbuche
- Friedrich Hebbel Matteo
- Jeremias Gotthelf Elsi, die seltsame Magd
- Georg Weerth Fragment eines Romans
- Franz Grillparzer Der arme Spielmann
- Eduard Mörike Mozart auf der Reise nach Prag
- Berthold Auerbach Der Viereckig oder die amerikanische Kiste
434 Seiten, 19.80 Euro
Ansehen bei Amazon
- ZenoServer 4.030.014
- Nutzungsbedingungen
- Datenschutzerklärung
- Impressum